

Motor Rewinding Services
A damaged stator winding doesn't always mean a motor needs to be replaced. Servotech provides precision motor rewinding services for servo motors and spindle motors, restoring damaged stator windings to help extend motor life and return equipment to reliable operation. While many OEMs and repair shops consider failed windings beyond repair, our experienced technicians go the extra mile to rewind them whenever possible.

Precision Machining Services
Our in-house machine shop adds enormous value to the work we do by allowing us to complete precision machining without relying on third-party vendors. Equipped with both manual machining equipment and CNC machining centers and lathes, our experienced machinists can restore damaged components, fabricate replacement parts, and support complex servo motor and spindle motor repairs—all while helping reduce turnaround times and maintain strict quality control.
Food-Grade Motor Repair Services
Motors used in food production and processing facilities require specialized repair techniques to withstand harsh washdown environments, frequent sanitation, and exposure to moisture and cleaning chemicals. Servotech provides food-grade motor repair services designed to restore performance while helping maintain the durability and reliability required for demanding food processing applications. This includes:
- Installing new Viton and Teflon seals
- Stainless steel hardware used throughout
- Food-grade epoxy paint
- Special food-grade grease used in bearings and actuator screws
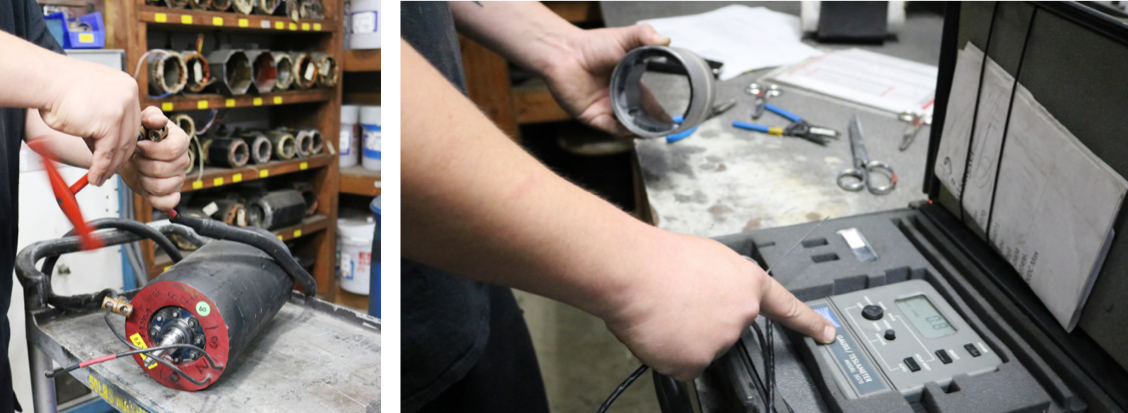
Servo Motor Magnetizing Services
Magnetizing is a specialized capability that Servotech has refined over many years, supported by a growing inventory of custom-built charge fixtures. When rotor magnets have lost magnetic strength, our capacitor discharge magnetizer can often restore their performance by recharging the permanent magnets, helping extend the life of servo motors and reduce the need for costly replacement components.
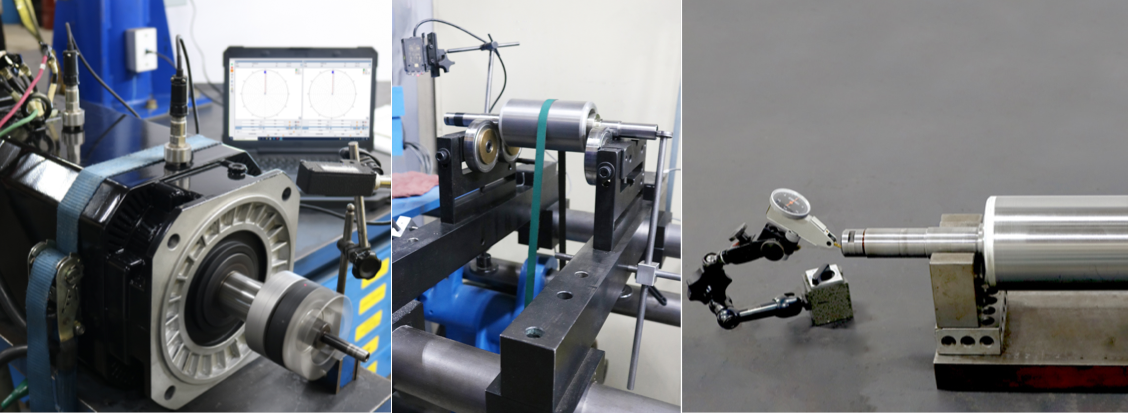
Dynamic Balancing & Vibration Testing
Dynamic balancing is a critical part of every motor repair. All rotors and armatures repaired by Servotech are precision balanced, while spindle rotors are balanced before assembly and undergo vibration testing during final inspection to verify smooth operation, minimize vibration, and help maximize bearing life and overall motor performance.

